License
経済性管理のキーワードを詳細解説!【技術士のHOTワードWeb 第18回】
「総合技術監理部門」の合格につながる
2025.11.28
第18回
品質管理の統計的手法、管理限界、工程能力指数(Cp、Cpk)、不適合品率/適合品率、全数検査/抜取検査
技術士における21の技術部門のなかで、一線を画すカテゴリーである総合技術監理部門。時々刻々と変化する最新テクノロジーの知識を吸収する専門性だけでなく、さまざまな分野を総合的に判断できるマネジメント能力も求められる。まさに、スキルアップのために取得する部門だ。
本連載は、総合技術監理部門の試験に必要な「キーワード集」(文部科学省が公表)のなかから、HOTなキーワードを徹底解説するものである。今回は、経済性管理の分野から5つのキーワードを取り上げる。
(1)品質管理における統計的手法
品質管理における統計的手法は、製品や成果物のバラツキを数値でとらえ、客観的に品質を評価、改善するための道具である。補助的な道具としてQCの7つ道具(例えば、ヒストグラム、散布図、パレート図、特性要因図など)もある。これらは統計的プロセス管理(SPC:Statistical Process Control)と呼ばれ、工程の能力と安定性を監視し、維持するための一連の手法として、製造業や情報システム開発を中心に広く活用されている。SPCの主な目的は、工程が統計的に管理された状態にあるかを判断し、異常な変動を早期に発見することである。
総監キーワードでは大項目「品質管理における統計的手法」のなかに「管理限界、工程能力指数(Cp、Cpk)、不適合品率/適合品率、全数検査/抜取検査」の4つの中項目が存在する。
(2)管理限界
品質管理における管理限界(Control Limit)とは、製品の欠陥密度(Defect Density)の許容範囲を示す線である。この欠陥密度が許容範囲内(つまり、管理限界内)にあれば、開発プロセスや製造プロセスが統計的に管理された状態にあるとみなされる。欠陥密度は製品や成果物の大きさ(規模)に対する欠陥の発生率を定量的に示す指標で、成果物や製品の品質レベルを評価し、開発や製造プロセスの有効性を測定するために使われる。
筆者が長らく関わった情報システム開発やソフトウエア開発の分野でも、この管理限界や管理図は用いられ、ソフトウエアなどの品質管理やプロセス改善に応用されている。
①ソフトウエア開発における管理限界や管理図の主な用途
ソフトウエア開発でよくみられるバグ管理図の例を図1に示す。これは最も一般的な例で、テスト活動の状況を把握するために使われる。バグとはプログラムの誤りや欠陥のことである。
横軸に時間(日づけや経過時間)、縦軸に「発見されたバグの検出(累積)数」「消化できていないテスト項目数」「未解決バグの数」などをプロットし、テストの進捗や品質の状態を監視する。図1は「解決困難なバグに直面しており、その後のテストが進んでいない」状態である。バグをバグ密度(プログラム1000行あたりの検出されたバグ数)で管理する場合は、管理限界線(上限と下限)を用いるときがある。この場合、バグ密度が低いのはプログラムの品質がいいのか、テストの進捗遅れで検出が遅れているのかの判断に使われる。
テスト計画に対する進捗のズレや、特定の時期にバグの発見ペースが急に変わるといった異常傾向を早期に発見し、未解決バグを抱えている要員やチームに、経験豊かなエンジニアを応援にまわして解決と進捗を図るなどの対策に役立つ。
ソフトウエア開発で活用されるもうひとつの管理図はリードタイム管理図(コントロールチャート)である。俗人的な要素が多分にあるアジャイル開発やスクラム開発などによる管理手法で、プロセスの効率性を評価するために使用されている。個々の作業(タスク)、例えば、ユーザーストーリー(顧客要求仕様理解など)が開始されてから完了するまでの時間(リードタイム)を測定し、プロットする。管理限界線(上限と下限)を設けることで、異常に時間がかかったタスク(ボトルネック)を特定し、プロセス改善につなげることができる。
ソフトウエア開発で管理図を活用するメリットを表1に示す。


②製造工程などにおける管理限界の目的と構成要素
管理限界の主な目的は、製造プロセスの不安定性や品質のバラツキが共通原因によるものか、それとも特殊原因によるものかを区別することである。表2に共通原因と特殊原因の概要を示す。
管理限界は管理図(図2)に示す3つの主要な線で構成される。
・上方管理限界線(UCL:Upper Control Limit):プロセスが管理された状態にあるとみなされる変動の上限
・下方管理限界線(LCL:Lower Control Limit):プロセスが管理された状態にあるとみなされる変動の下限
・中心線(CL:Center Line):プロセスの平均値または目標値


③管理限界の計算方法
管理限界は通常「3σ(スリーシグマ)法」を用いて計算される。これはプロセスデータが正規分布に従うと仮定した場合、中心線から±3標準偏差(σ)の範囲内にデータの約99.73%が含まれるという統計的な原則に基づいている。
計算式は管理図の種類によって異なるが、一般的な形式は以下のとおりである。
UCL=CL+A×R
LCL=CL-A×R
CL:中心線(データの平均値)
A:管理図の種類とサンプルサイズに応じて決まる定数
R:サンプルごとの範囲(最大値-最小値)の平均
④規格限界と管理限界の違い
管理限界は、顧客が要求する規格限界(Specification Limits)とは根本的に異なる。2つの相違点を表3に示す。
プロセスのデータが管理限界内に収まっていても、それが必ずしも規格限界を満たしているわけではない。管理限界はプロセスの安定性を評価するものであり、規格限界はプロセスの能力を評価するものである。

⑤管理限界についての過去の出題
管理限界についての過去問題を表4に示す。以下の2問とも、管理図の管理限界についての選択肢としては不適切な記述となっている。管理限界は「製品の規格値に設定する」は間違いで、「品質保証のために測定値が収まるべき範囲の上限、下限に設定すべきであり、一般に平均値に対して上下に標準偏差値(3σ)に設定する」が正しい。

(3)工程能力指数(Cp、Cpk)
品質管理における工程能力指数は、製造プロセスが製品の仕様要件を、どの程度まで満たすことができるかを定量的に評価するための指標である。プロセスのバラツキが、顧客が要求する公差(許容範囲)に対して、どれだけ余裕があるかを示している。
ソフトウエア開発における工程能力指数は、開発プロセスが定められた品質基準や要求仕様を、どの程度まで安定して満たせるかを統計的に定量化して示す指標となる。つまり、バグの発生率やテストの効率など、バラツキが生じるプロセスを評価する目的で応用されている。
①Cp(Process Capability:工程能力指数)
Cpは規格幅に対する製品のバラツキの幅(一般に「6σ」で表される)の比率を示す。平均値のズレは考慮せず、単純にバラツキの大きさを評価するものである。
Cp=(規格上限値-規格下限値)/6σ
ここで、規格上限値(USL:Upper Specification Limit)と規格下限値(LSL:Lower Specification Limit)は、顧客が設定した製品の許容範囲であり、6σはプロセスに内在するバラツキの幅(統計的にデータの約99.73%が含まれる範囲)である。Cpの値の意味を表5に示す。
Cpはプロセスのバラツキの潜在的な能力を評価するのに役立つが、プロセスの中心が規格の中心からずれていると、たとえCpが1以上でも不良品が発生する危険性がある。

②Cpk(Process Capability Index based on Katayori:中心位置からの偏りを考慮した工程能力指数)
Cpkは製品の平均値が規格の中心から、どれだけずれているかを考慮に入れた指標である。実際の工程能力を、より正確に反映する。規格の中心と平均値のズレが大きい場合、Cpが高くてもCpkは低くなる。
Cpk=min{(規格上限値-平均値)/3σ,(平均値-規格下限値)/3σ}
この式は規格の上限側と下限側のどちらがより厳しいかを比較し、より小さいほうの値をCpkとして採用する。これはプロセスが規格から最も近い限界線に、どれだけ近いかを示すためである。Cpkの値の意味を表6に示す。
CpとCpkは、それぞれ異なる側面からプロセスの能力を評価する。これらの目的を表7に示す。


③工程能力指数の評価基準
一般に、工程能力指数(Cp、Cpk)は表8に示す基準で評価される。
CpとCpkが同じ値である場合、プロセスの平均値が規格の中心に完全に一致していることを意味する。CpとCpkの間に大きな差がある場合、プロセスの中心がずれていることを示唆し、その是正が必要になる。

③工程能力指数についての過去の出題
工程能力指数についての過去問題を表9に示す。

(4)不適合品率/適合品率
品質管理における不適合品率(Defect Rate)と適合品率(Acceptance Rate、もしくはYield Rate)は製造プロセスの品質を評価するための重要な統計的指標である。これらは互いに補完しあう関係にある。
①不適合品率
不適合品率とは生産された製品の総数のうち、不適合品(規格や要求を満たさない不良品)が占める割合である。一般に不良品率とも呼ばれる。この指標は製造プロセスの品質水準を直接的に示す。
不適合品率(%)=(不適合品の数/総生産数)×100
例えば、1000個の製品を生産して10個の不適合品が出た場合、不適合品率は1%となる。不適合品率が高いと製造工程に問題がある可能性を示唆し、改善の必要性を意味する。
②適合品率
適合品率とは生産された製品の総数のうち、適合品(規格や要求を満たす良品)が占める割合である。これは歩留まり(Yield)とも呼ばれ、生産効率や品質の安定性を評価するときに使われる。
適合品率(%)=(適合品の数/総生産数)×100
不適合品と適合品は総生産数を構成する2つの要素なので、両者の合計は常に100%になる。不適合品率が1%の場合、適合品率は99%となる。品質管理では、この適合品率を最大限に高めることを目標とする。
③統計的品質管理での活用
これらの指標は管理図や工程能力指数(Cp、Cpk)といった統計的手法で活用される。具体的には日々の不適合品率をプロットし、工程が安定しているかどうかを監視したり、規格と比較して工程のバラツキが、どれだけ許容範囲内に収まっているかを分析したりするのに使われる。これらの分析を通じて、製造プロセスの改善点をみつけ、不良の発生を未然に防ぐことが品質管理の目的である。
④不適合品率についての過去の出題
不適合品率についての過去問題を表10に示す。

(5)全数検査/抜取検査
品質管理における全数検査と抜取検査は製品の品質を評価するための2つの主要な手法で、全数検査はロット(まとまった製品群)の全製品を検査するのに対し、抜取検査はロットから一部の製品をランダムに抜き取って検査する。
①全数検査(100% Inspection)
全数検査は生産された全製品を対象に、1つ1つ品質をチェックする検査方法で、特に製品の不良が許されない場合や、不良品が使用者の安全に重大な影響を及ぼす場合に用いられる。例として医薬品、航空機のエンジン部品、自動車のブレーキ部品などが挙げられる。表11に全数検査のメリットとデメリットを示す。

②抜取検査(Sampling Inspection)
抜取検査はロットのなかから一部の製品をランダムに抜き取り、その品質を検査する手法である。この検査結果に基づいて、ロット全体の品質を統計的に推定し、合否を判断する。例として食品の生産ラインでの異物混入検査、大量生産されるネジやボルトの強度検査などが挙げられる。表12に抜取検査のメリットとデメリットを示す。
筆者が見学した袋菓子の工場では従業員の身に着けているものの混入を検知するために、例えば、外部から持ち込んだヘアアクセサリーなどは外し、工場内ではプラスチック部品に金属粉を練り込んだものを例外なく全員が使用していた。破片などの混入に備えて、製品全数を金属探知機で検査していた。
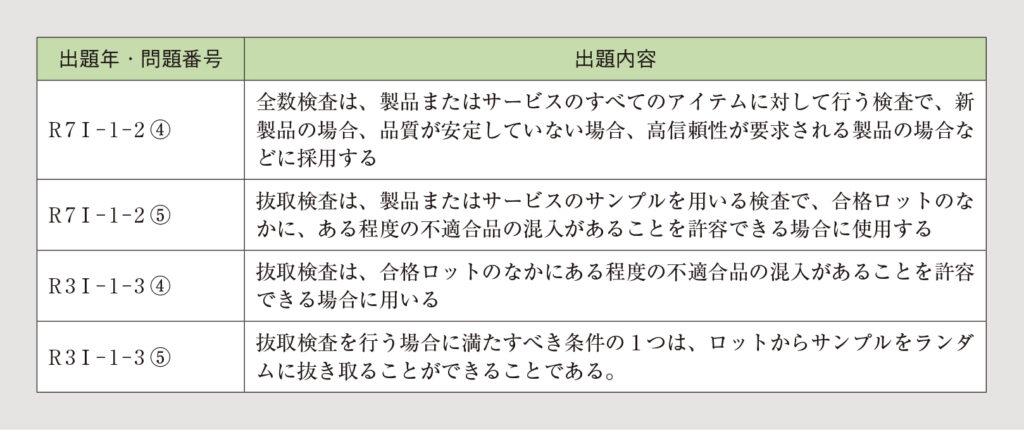
製品の特徴に合わせ、2つの検査方法を選択し、もしくは組み合わせて実施することが望まれる。全数検査と抜取検査についての過去問題を表13に示す。

昨今、製薬会社で不良品と判定したものを良品として出荷した事例や、製造過程で異物混入した製品を出荷した事例などが報道されている。日本製品の品質のよさの定評を覆すようなことがあってはならない。品質管理の手法を活用する前に、人生をかけて品質を守り抜く決意の経営者や技術者でありたい。
[参考]
「基本情報技術者試験 平成19年秋期 午前問題47」
IPA(独立行政法人 情報処理推進機構)、2007年
「総監合格につながる技術士のHOTワード第9回」
南野 猛著、「OHM」2022年1月号84~85ページ、株式会社オーム社
「QC数学のはなし 品質管理を支える統計の初歩 改訂版」
大村 平著、株式会社日科技連出版社、2014年
文/南野 猛(技術士:情報工学、総合技術監理)
関連記事

License
License
License
License
License
License
License
License